
Розробка контролера управління рухом: Навіщо?
 Тафтингові килими дешевші ніж ткані, тому що спосіб їх виготовлення швидше. Однак вони не позбавлені недоліків, будучи рівними або такими, що мають простий візерунок, утворений великими блоками простої форми з рівною довжиною ворсу. Ці візерунки утворюються складною комбінацією роликів подачі нитки та електромеханічних петельників, які рухаються основним валом машини через трансмісію зі змінним передавальним числом. Дотепер це було так! Прототип машини з 88 незалежними роликами ворсової нитки. Нитка подається через пластикові трубки у верхній частині машини, потім навколо ролика, що контролюється кроковим двигуном зі зворотного боку машини, нарешті подається в голку.
Тафтингові килими дешевші ніж ткані, тому що спосіб їх виготовлення швидше. Однак вони не позбавлені недоліків, будучи рівними або такими, що мають простий візерунок, утворений великими блоками простої форми з рівною довжиною ворсу. Ці візерунки утворюються складною комбінацією роликів подачі нитки та електромеханічних петельників, які рухаються основним валом машини через трансмісію зі змінним передавальним числом. Дотепер це було так! Прототип машини з 88 незалежними роликами ворсової нитки. Нитка подається через пластикові трубки у верхній частині машини, потім навколо ролика, що контролюється кроковим двигуном зі зворотного боку машини, нарешті подається в голку.

У тафтингових машинах може бути до 2000 голок, що одночасно рухаються вгору і вниз, утворюючи петлі однакової довжини. Всі вони рухаються від одного загального валу. За один оберт валу кожною голкою створюється одна петля ворсу. Найбільш досконалі машини можуть здійснювати 1200 стібків за хвилину. Неможливо змінювати довжину петель змінюючи стібки окремих голок, але можливо це здійснити, змінюючи довжину нитки, що подається. Коли провідний виробник тафтингових машин у Великій Британії Том Інжиніринг Лтд, Блекберн (Thom Engineering Ltd, of Blackburn) розробив новий спосіб зміни довжини окремих петлі нитки, їх завданням була не механічна розробка, а практичний та економічний спосіб незалежного управління 2000 роликами подачі ворсової нитки.
Том Інжиніринг зіткнулися з двома основними завданнями: по-перше, незалежне та одночасне управління 2000 крокових двигунів, а по-друге, перетворення складних згенерованих комп’ютером дизайнів килимів у команди, які можуть бути використані для управління незалежних крокових двигунів.
Пошук готових продуктів показав, що відповідного рішення немає, внаслідок чого Том Інжиніринг шукали надійного партнера, здатного розробити спеціалізоване рішення, необхідне для вирішення їх вимогливого завдання.
Ми розробили спрощену систему, де кожна вісь управляється незалежним контролером, з можливістю зовнішньої координації. Контролер заснований на процесорі цифрових сигналів (DSP), розроблений для обробки великих чисел і складних обчислень, типових додатків управління рухом.
На картинці зліва: Одинадцять 8-осьових плат у стійці прототипу машини з 88 незалежними ро-
ликами ворсової нитки. Ми розпочали з розробки одноосьового контролера для одного двигуна. Робота двигуна може бути синхронізована за зовнішнім сигналом або тригером, наприклад, кодуючим пристроєм (encoder) на основному валу машини, який генеруватиме дискретний імпульс на кожному обороті, щоб ініціювати цикл видачі нитки або командою з персонального комп’ютера. Налагодивши це, ми розмістили кілька контролерів на одній електронній друкованій платі. Ми виявили, що оптимальна щільність розміщення – 8 контролерів на друкованій платі формату 6U Eurocard.
Останнім завданням було забезпечити зв’язок між контролерами і зовнішнім світом в такий спосіб, щоб набір команд (програма) можна змінити, щоб створювати килими з різними візерунками. Щоб це здійснити, ми розробили мережу, здатну адресувати до 65 535 контролерів. Мережа дозволяє завантажувати інструкції в кожен контролер індивідуально, або широкомовно на все відразу. Ми також розглядали можливість передачі кожного руху окремими командами у кожний контролер. Однак для 1200 рухів, відправлених двом тисячам контролерів кожну хвилину, обсяг переданих даних був би дуже великий, як був би великий і ризик помилки у візерунку через перешкоди в каналі передачі даних. В результаті було прийнято рішення використовувати флеш-пам’ять у кожному контролері для збереження до 1000 інструкцій, які можуть повторюватися нескінченну кількість разів. Так як більшість килимів робляться з 10-12 стібків на дюйм (один стібок 2-2.5 мм), контролер дозволяє зберігати дані на 2-2.5 м килима, після чого візерунок повториться. Це більш ніж достатньо для більшості килимів.
Як ми це зробили?
Ми розробили спрощений контролер управління рухом, у якому кожна вісь керується окремим процесором. Виникла ідеальна можливість застосувати розробку в реальному завданні, коли виробник машин для виробництва ворсових килимів з Блекберн, Том Інжиніринг Лтд (Thom Engineering Ltd, Blackburn, UK), звернувся до нашого партнера компанії Машинери Контрол Системс (Machinery Control Systems, Telford, UK) із завданням про одночасне управління 2000 незалежних двигунів видачі ворсової нитки.
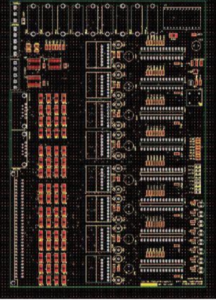
Завданням номер один було створення зразка контролера. Ядром контролера є цифровий сигнальний процесор (DSP) до виконання складних обчислень, що з управлінням руху. Вибравши компоненти, ми розробили електронну схему САПР, зважаючи на важливі моменти, такі як розміщення та потужність теплових радіаторів, що виводять тепло, що виділяється елементами, та ізоляція від джерел електричного шуму чутливих до нього компонентів. Розподіл доріжок, що зв’язують компоненти, було автоматично виконано в середовищі САПР та збережено у файлі, використовуючи який були виготовлені друковані плати. На зображенні зліва: Монтаж плати, що розміщує 8 контролерів руху, згенерований CAD системою Змонтувавши схему на друкованій платі та протестувавши її електрично, ми розробили код на асемблері – мові, зрозумілій мікропроцесору, – який визначив функціональність контролера. Щойно вся схема заробила одного двигуна, ми були готові розмножити її на багато осей.
Вибраний кроковий двигун для видачі ворсу споживає струм 1А. На основі температурних характеристик мікросхеми комутації обмоток мотора, ми визначили, що оптимальною щільністю розміщення буде вісім схем на одній друкованій платі формату 6U Eurocard для установки в стійку, які спільно використовуватимуть частотний генератор і блок живлення 5В. Це також дозволило практично розмістити гнізда живлення, здатні нести реальні значення струму і напруги, необхідні для руху двигунів, а також забезпечити стійкість до електричного шуму і відповідність певним директивам ЄС, що стосуються шуму.
Так само важливою частиною розробки контролера було програмне забезпечення, яке можна розділити на дві основні частини. Одна управляє двигуном подачі нитки та синхронізує з пряжним механізмом, тоді як інша обробляє мережеві повідомлення та інтерпретує та виконує спеціальні команди, розроблені для цього проекту.
У серці кожного контролера вільно регульована електронна коробка передач, яка дозволяє змінювати довжину нитки, що видається кожен машинний цикл. Кожен контролер може зберігати у флеш-пам’яті до 1000 інструкцій, які визначають візерунок довжиною до 1000 стібків різної довжини, при цьому кожен рух може мати різне відношення між механізмом подачі ворсу та механізмом петлювача. Механізм петлювача рухається основним валом машини. Вал машини пов’язаний з імпульсним пристроєм, що кодує (encoder), яке генерує потік позиційних імпульсів, а також один опорний імпульс на кожен оборот валу. Коли контролери виявляють опорний імпульс, вони переходять до наступного кроку, який інтерполюється відповідно до позиційних імпульсів рівномірної подачі ворсу.
У розробці використовувався напрацьований упродовж років досвід компанії. Наприклад, розроблена комунікаційна мережа для зв’язку між контролерами та виділеним комп’ютером змодельована на основі стандартного промислового протоколу MODBUS, який надійний та доступний для вільного використання. У той час як протокол MODBUS дозволяє адресувати до 255 вузлів, розроблена мережа дозволяє адресувати до 65535 вузлів плюс одна адреса використовується для широкомовних команд, адресованих усім вузлам мережі. Розроблена мережа також включає спеціальні команди, специфічні для цього проекту, але вони використовують такий самий механізм контролю помилок, який використовується в MODBUS для забезпечення коректності передачі повідомлень.
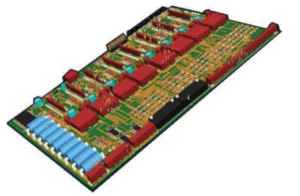
На малюнку ліворуч: Тривимірне зображення плати з деталями. Щоб мінімізувати кількість використаних компонентів і таким чином вартість електронних плат, ми реалізували багато функцій у програмному забезпеченні, які інакше були б реалізовані додатковими чіпами. Наприклад, програмна реалізація розбиття на мікрокроки, що дозволяє розбити крок двигуна ще на менші кроки. Так, стандартні 200-крокові двигуни працюють як 6400-крокові, що призводить до більш плавного руху і дозволяє уникнути сіпання нитки. Також реалізовано підтримку струму на певному рівні, а отже і момент, що обертає, на всьому діапазоні швидкостей двигуна, що покращує продуктивність. Також є енергозберігаючий режим, в якому струм зменшується автоматично, якщо двигун працює вхолосту, що зменшує тепловиділення. Це все реалізовано у програмі мікроконтролера.
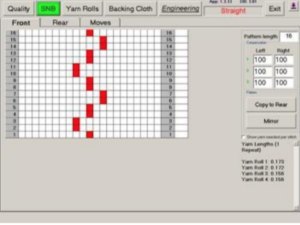
На зображенні зліва: Інтерактивний інтерфейс користувача. Також важливою частиною проекту була розробка інтерактивного інтерфейсу користувача, що дозволяє задати візерунок килима та запустити машину на виконання. Програма дозволяє імпортувати опис візерунка з стандартного формату файлу, створеного системою дизайну килимів NedGraphics.










